(1)氨系统管道一律采用无缝钢管,安装前必须逐根检查管子质量,并将管内砂子、铁屑、油污等污物清除干净。
(2)氨系统管线应尽量避免突然的向上和向下的连续弯曲,以减少管道阻力,避免气封、液封和油封的形成。
(3)从压缩机到冷凝器的高压排气管线穿过砖墙时,应留有20~30mm空隙,以防震坏砖墙。
(4)管线安装应符合施工图要求,并注意下列管线段不得形成倒坡:
①压缩机排气管应坡向氨油分离器。
②低压循环贮液器至压缩机的吸入管,应坡向低压循环贮液器。
(5)高压排出管必须加固牢实,不得有震动现象。
(6)系统连接
①法兰连接管径在33mm及以上者,与设备阀门的连接一律采用法兰连接.法兰盘应采用A3号镇静炭素钢制作,并带有凹凸口,表面应平整和相互平行,在凹口内必须放厚度为2~3mm的中压石棉橡胶纸板垫圈,垫圈不得有厚薄不均、斜面或缺口。
②螺纹连接
a.管径在25mm及以下者与设备阀门的连接可采用螺纹连接。
b.螺纹连接处应抹氧化铅(即黄粉)与甘油调料的填料,在管子子螺纹处涂匀(不要涂在阀内)填料不得突入管内,以免减小管子断面,严禁用白漆麻丝代替。
③焊接
a.氨系统管道之间的连接一般采用气焊,管壁厚度超过4mm者,可用电焊。选用焊条成分要与管材相适应。
b.管道成直角焊接时,应按冷剂流动方向弯曲。
c.两根小管径(38mm及以下者)管子直角焊接时应用大一号管径的管子焊接。
d.不同管径的管子直线连接时,应将大管径管子的焊接端滚圆缩小到与小管径管子相同后才能焊接。
e.每一焊口最多不得超过两次,超过两次时,应将焊口锯掉另换管子焊接。
f.焊接一般应在0℃以上条件下进行,如气温低于0℃,焊接前应注意清除管道上水气、冰霜。必要时可预先加热管道,保证焊接时焊缝能自于收缩。
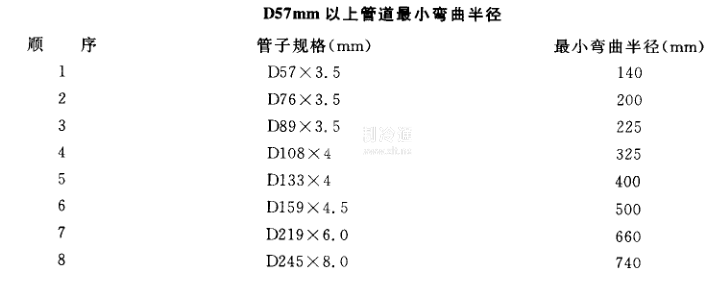
(7)弯管
①管径在57mm及以上者一般应采用热弯。
②管径在57mm以下者,其弯曲半径不得小于管子外径的2.5倍,大于57mm管子的最小弯曲半径应符合下列要求: