1.活塞体的修复
活塞一般由铸铁或铝合金制成.若气缸已经性削过,则活塞也应重新调换,以保持活塞与气缸的正常间隙。同时为了保证机器的动平衡,问一机器上的各个活塞之间的最大重量差不得相差太大,一般活塞体重量在100kg以下时差别不宜大于5%,如在100kg以上时差别不宜大于3.5%,活塞的滑动面应与气缸均匀接触,表面应无毛刺及擦痕,如外表面磨损得过多时,气缸与活塞壁间的间隙必然增大。
如果间隙超过了规定范围,就应考虑修换。如活塞体表面产生裂缝或裂痕等,则不能修理而必须更换新的活塞。如活塞磨损过多,需恢复原来尺寸时,可在活塞上浇铸巴氏合金层。如此加工容易、效果良好、磨损以后修理亦简单。
2.活塞梢的修复
活塞销是用低碳合金钢或普通低碳钢制造,经过渗碳、淬火并回火的处理,使表面达到一定的硬度,如活塞销在表面渗碳层上有裂痕或剥落,该活塞销应报废,另外几何尺寸磨损到报废极限时,必须更换或修理。其方法可采用供应的成品,也可把直径大一些的活塞销在一定范围内按修理尺寸光磨,目前在一些大型修配厂中已采用了一些修复方法,如敷焊法、镀铬法以及压力加工扩张法等。
修后的活塞销在质量上要满足下列要求:如锥度和椭圆度在整根销子的长度上不能超过0.005mm.表面光亮如镜.不低于9级光洁度以及表面硬度为Rc56~58。硬度层不小于0. 4mm。
3.活塞环修复
活塞环磨损后造成压缩机的能力下降,润滑油消耗量增加。活塞环一般的损坏现象为弹性的丧失及各有关间隙的增大等。如超过了规定,就必须更换。
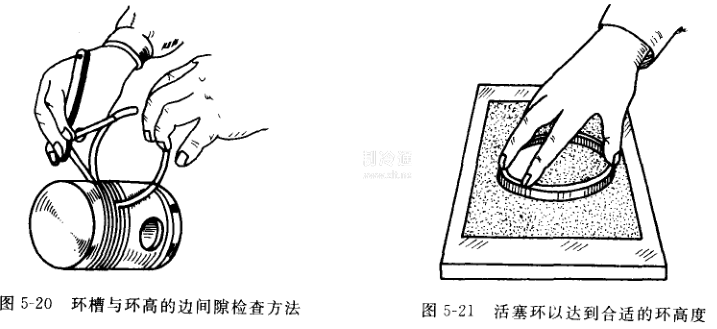
在换新活塞环时,通常只需做些钳工修整工作.如按环槽尺寸修整环高借以得到规定的间隙(见图5-20、图5-21) ,然后每道环郴必须逐根放在气缸内进行适应性修整,直到完全符合标准为止。
如果活塞环出现下列情况之一。就需更新:
①活塞环厚度(径向)磨损达1mm。
②活塞环高度(轴向)磨损达0.2mm。
③在环槽中轴向间隙超过正常间隙(0. 06~0. 1mm)。
④活塞环外表面与气缸镜面不能保持应有的紧密贴合,圆周的漏光度超过圆周长的1/3。光隙超过0. 04mm。
⑤活塞环失去弹性或重量减轻10%。
活塞环的更新应所有的气环和油环一并进行更换。